

板金グループ工場は、配電盤製造の筐体製作、および精密板金事業を担います。設計データ活用と丁寧な手作業、たゆまぬ技術習得によって、生産性と品質の向上に努めております。


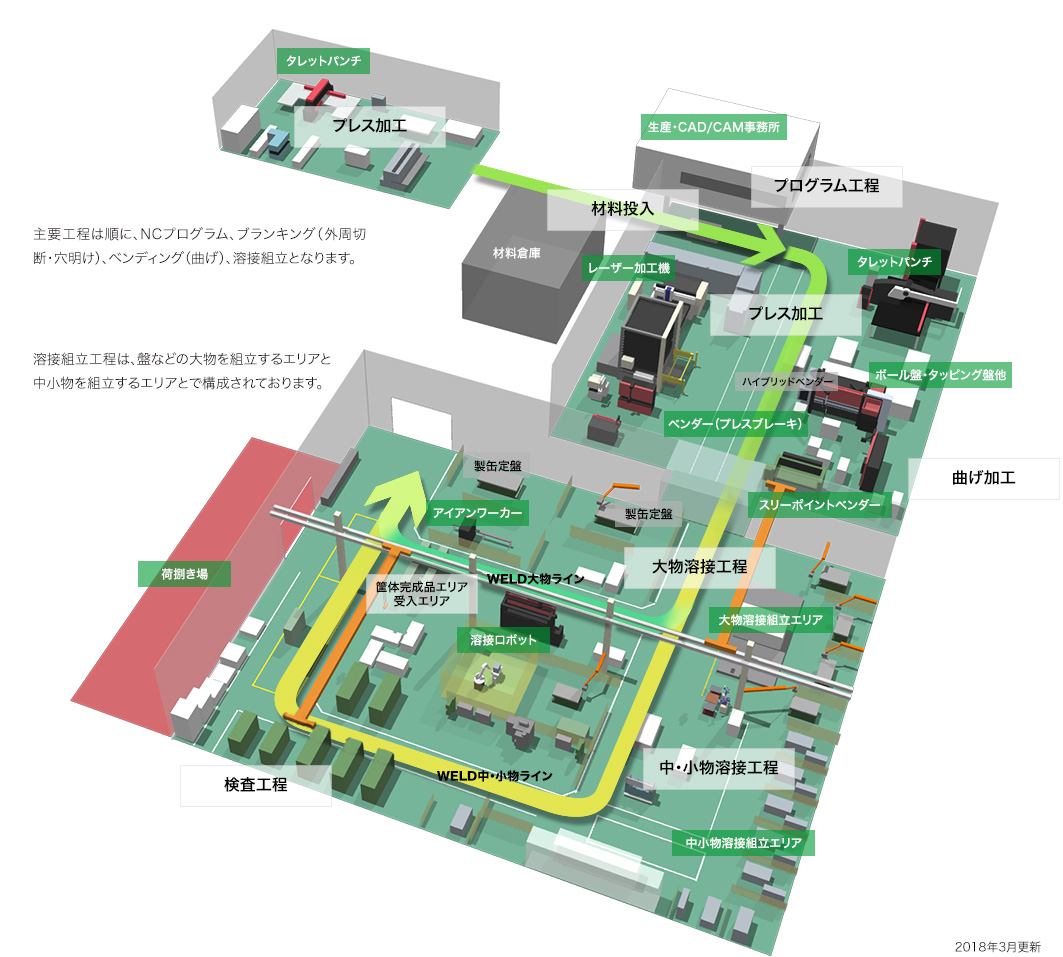
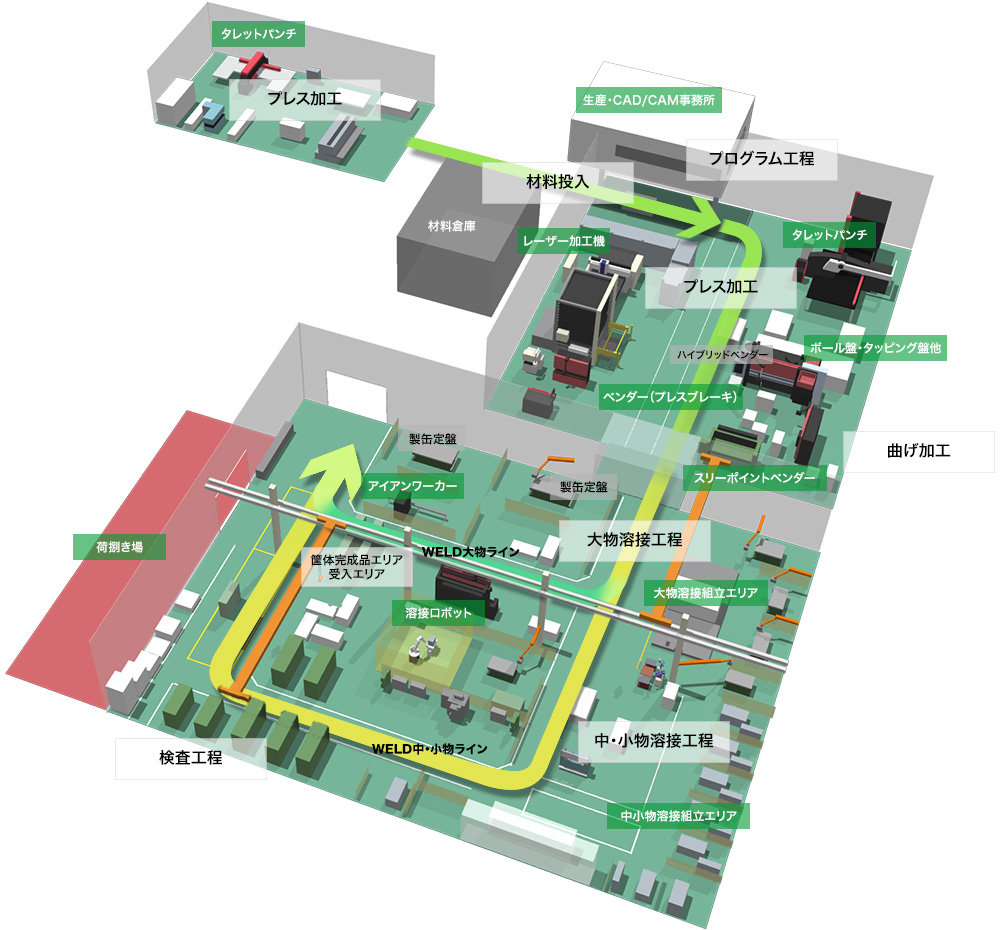
主要工程は順に、NCプログラム、ブランキング(外周切断・穴明け)、ベンディング(曲げ)、溶接組立となります。


NCレーザータレットパンチ/アマダ製EML3510NT
ブランキング工程は、レーザーとタレットパンチの複合機とレーザー加工機により穴明け、外径形状作成を行っています。レーザーとタレットパンチの複合機は大きさは3m×1.5mの板で板厚6mmまで(実質4.5mm)タップも同時に加工します。

レーザー加工機/三菱製 ML3015HV-20CF2
レーザー加工機は2kw出力3m×1.5mの板で板厚16mmまで(実質12mm)の加工が可能です。薄い板はレーザーを限りなく微調整することで0.2mmの板も加工できます。もちろん自動供給装置も装備、スキッドタイプと剣山タイプの複合棚により広範囲の素材対応を可能としています。


ベンダー(プレスブレーキ)/アマダ製HG1003ATCほか
ベンディングは曲げという意味。ブランキング工程で形作られた平面の板を立体にする工程です。自動金型交換が可能な最新のハイブリッドベンダー(写真左)をはじめ、7台のプレスブレーキを保有しています。ネットワーク対応型のベンダーは先頭工程のCAD/CAMでプログラムされた加工データで動かすことが出来、逆も可能です。


大物溶接組立エリア
盤などの大物を組立するエリアです。大型の連結定盤により8mあまりの組合せも確認できる仕組みを持っております。壁面からつるした溶接トーチなど足元の安全、作業性の向上に配慮しています。

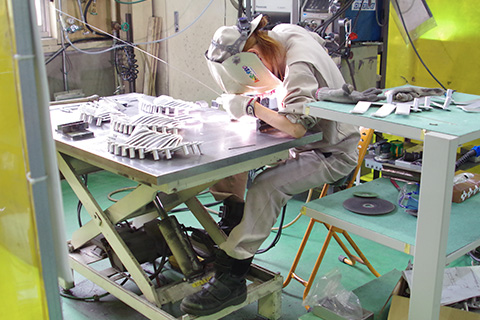
溶接ロボット/ダイヘン製アルメガAII-B4
平成11年に溶接ロボットを導入しました。それまで熟練した作業者が1日2〜3台製作していたCT向けの製品を数倍の生産規模に引き上げた立役者です。いまでは2世代目のロボットに代わり、更に活用の場を広げております。



